Committed to Excellence: Quality Always Comes First
Our company's Standard Operating Procedures (SOPs) are designed to ensure effective and efficient processes while strengthening quality aspects in every step.
Quality is the core of our existence at our company, which is why we place immense emphasis on quality control. From food-grade Jumbo Bags/ FIBCs to Dissipative Jumbo Bags, we have earned the trust of our customers over the years.
● Quality Control Department: Our specialized Quality Control Department is led by an experienced team of well-trained quality control inspectors and technicians dedicated to ensuring the highest quality standards.
● Statistical Quality Control Data: To maximize the quality standards, we maintain statistical Quality Control (QC) data, which allows us to trace the production process of each individual bag.
● Unique Identification: Each bag is assigned a unique code, which allows us to trace the bag to the specific sewing operator, as well as the resin used in production. This ensures individual bag traceability.
Quality Control
Jumbo Bag Ltd, Quality Control Department boasts a modern Laboratory that facilitates testing of incoming, in-process, and final materials and products. All tests are conducted in compliance with National and International Standards and the required climatic conditions.
The manufacturing site is equipped with all necessary testing facilities for tape, fabric, lamination, cutting, liner, and printing, and there is also an exclusive lab to test random collected samples from each process.
The testing process includes a complete test plan, calibration procedure, and well-trained staff to ensure quality at every stage of Jumbo Bag/FIBC manufacturing, covering all types of bags, including Type A, Type B, Type C, and Type D.
Our in-house testing facility is equipped with the latest equipment to test the quality of raw materials, in-process, and final products. Our comprehensive list of equipment includes:
In addition, we are the only company in India to have a state-of-the-art laboratory for static testing which includes
Equipment’s for testing
Tensile tester
Dart Impact machine
Sealing strength equipment
UV weather accelerator
Breakdown voltage
Climatic chamber for sample preparation
Surface resistivity
We use a four-load cell Test Rig to evaluate FIBC performance, such as Cyclic, Safety Factor, Topple, Stacking, and Drop Tests.
Our communication system is fully integrated with online monitoring of all production activities and data management, ensuring the accuracy and consistency of every process.
Testing
To meet the demands of FIBC manufacturing, a range of testing equipment is employed, which caters to all types of bags, including Type A, B, C, and D. Below are the tests performed:
Tensile and elongation for tape and fabric
Thickness and dart impact for liners
Peel strength for laminated fabric bonding
Weather accelerated test for UV retention
Seam strength for sewing and sealing strength for liner.
Final bag Testing
Jumbo Bag Ltd possesses a fully computerized four load cell Test Rig that conducts final bag tests, covering various areas including:
Cyclic testing
Destruction testing for safety factor
Tear, stacking, and compression testing
Compliance with UN bag standards
Testing Facility
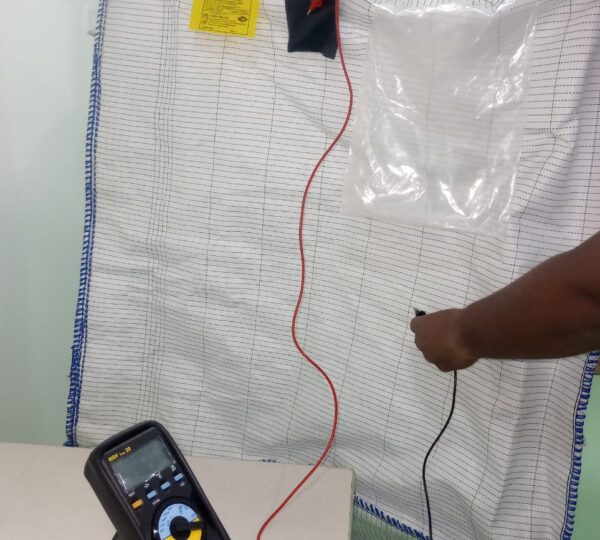
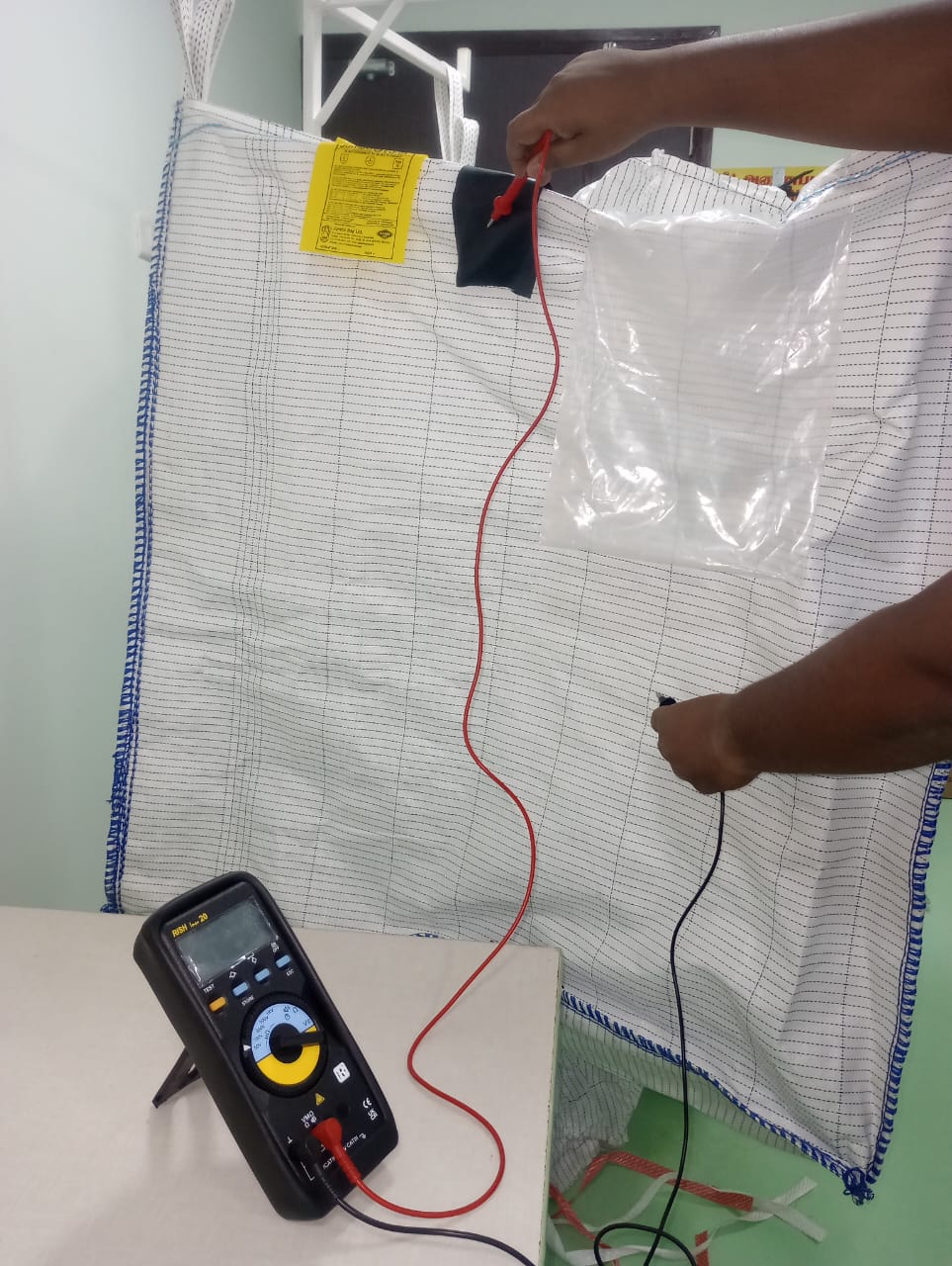
Jumbo Bag Ltd is a leading manufacturer of Type C and Type D bags, and they have an exclusive testing facility to prevent static charge and ensure bag quality. The lab features state-of-the-art testing equipment, such as:
Breakdown Voltage
Charge Decay
Surface Resistivity
Ground Resistivity
The test samples undergo conditioning based on international standards, with humidity as low as 16RH (Relative Humidity) and temperature at 16 degrees Celsius.
Delivery Quality
● In-house Testing and Third-Party Certification: Our products undergo extensive testing both in-house and through third-party certifications. This includes periodic testing by Dekra (Chilworth, USA) the Swiss Institute, Labordata, and the Indian Institute of Packaging, where UN certification is obtained.
● Quality Policy: Our Quality Policy reflects our dedication to delivering top-notch products and enhancing customer satisfaction.
By implementing these measures, we aim to instil the importance of quality in every aspect of our production process, from the individual workman to the finished products.
Quality Assurance
"Pioneering the future of packaging with quality assurance"
Jumbo Bag Ltd is dedicated to delivering high-quality packaging solutions for various industries. Our end-to-end traceability system ensures that each bag leaving our facilities meets customer requirements. Our team of trained and qualified individuals is committed to maintaining our high standards. We have a continuous training program to keep our staff updated with the latest requirements and industry standards. Our in-house Research and Development department that creates innovative and cost-effective packaging solutions.
Our well-designed quality control procedures are applied in every department, from testing incoming raw materials to final bag inspection. Each bag is assigned a unique traceability number that allows us to trace the production details of various departments, including raw materials used, machines, and people involved.
Jumbo Bag Ltd performs a series of tests to meet the specific requirements of the Food and Pharma industries, which include overall and specific migration tests, heavy metal content tests, swap tests, air monitoring, and compliance with ROHS requirements.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}